Sales Inquiry

Understanding the Aluminium Forging Process: From Raw Materials to Finished Components

April 1, 2026
Aluminium forging is a precision manufacturing method where solid metal is shaped through controlled compressive forces to create high-strength, lightweight components. This Aluminium Forging Process is widely utilized across the aerospace, automotive, and defense industries to produce parts that exhibit superior structural integrity and optimized grain refinement. By leveraging the unique metallurgical properties of aluminium alloys, manufacturers are able to produce components that surpass the performance limits of casting or machining from solid blocks.
The Fundamental Stages of the Aluminium Forging Process
The transformation of raw aluminium into a finished engineering component is a systematic procedure that ensures the material's mechanical properties are maximized. The process is typically divided into three primary phases: preparation, deformation, and finishing.
1. Material Selection and Preparation
The journey begins with the selection of the appropriate aluminium alloy. High-strength series, such as the 7075, 6061, 6082 and 2014series, are frequently chosen based on the intended application. Raw material is typically received in the form of cast billets or extruded logs. These logs are then cut into specific lengths, known as "slugs" or "billets," which are calculated to provide the exact volume of material required for the final part, plus a small margin for "flash" (excess material).
2. Heating and Lubrication
In the hot forging of aluminium, the billets are placed into an induction or gas-fired furnace. The temperature is strictly monitored and maintained between 350°C and 500°C (660°F to 930°F), depending on the specific alloy. Unlike steel, aluminium does not change color when heated, so thermal sensors are utilized to ensure the metal reaches its optimal plastic state. Lubricants are then applied to the dies to prevent the metal from sticking and to ensure smooth material flow.
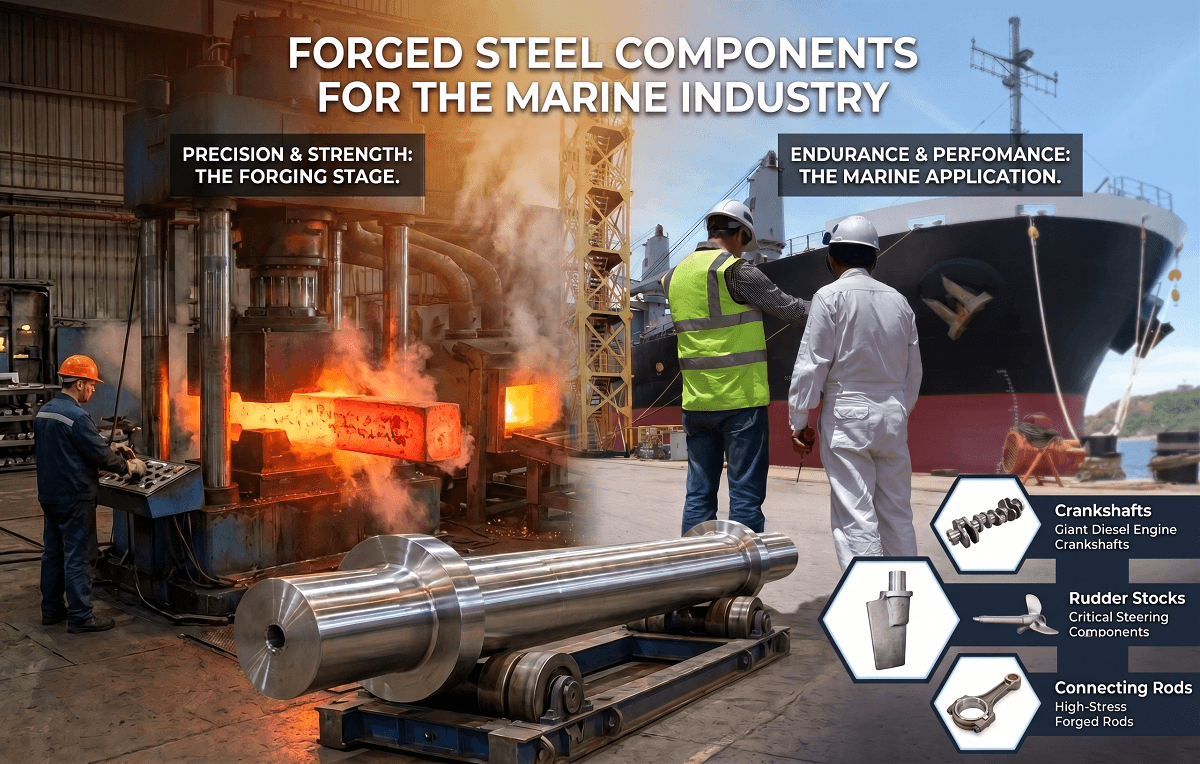
3. The Forging Operation
The heated billet is placed between two halves of a die. Under immense pressure, provided by hydraulic presses or mechanical hammers, the aluminium is forced to fill the cavities of the die. During this stage, the internal grain structure of the metal is physically deformed to follow the contour of the part. This directional grain flow is the primary reason why forged aluminium is significantly stronger than cast alternatives.
Aluminium Forging Techniques: Open Die vs. Closed Die
Depending on the complexity of the part and the production volume, different aluminium forging techniques are employed.
Closed Die Aluminium Forging
This method, also known as impression die forging, involves the use of custom-machined dies that completely enclose the workpiece. High-volume production runs for automotive engine parts or structural aerospace ribs often utilize closed die aluminium forging. This technique allows for the creation of complex geometries with tight tolerances and excellent surface finishes.
Open Die Aluminium Forging
In scenarios where large-scale components or low-volume prototypes are required, open die aluminium forging is performed. The metal is shaped between flat or simple-shaped dies that do not completely encompass the material. The workpiece is "hammered" and rotated by an operator or a manipulator until the desired shape is achieved. This is often used for large rings, shafts, and cylinders.
Hot Forging vs. Cold Forging of Aluminium
The temperature at which the metal is manipulated significantly impacts the final properties of the component.
Hot Forging
This is the most common approach. By heating the metal above its recrystallization point, the flow stress is reduced, allowing for the creation of intricate shapes with lower press forces. It is the preferred method for heavy-duty aluminium forged components uses in landing gear and structural frames.
Cold Forging
This process is conducted at or near room temperature. While it requires much higher pressures, it results in exceptional dimensional accuracy and a superior surface finish. Cold forging is typically reserved for smaller, simpler components where high strength through work hardening is desired.
Forging vs. Casting: A Comparative Analysis
To understand why forging is preferred for critical applications, a comparison with casting is essential. The following table highlights the technical differences between forging vs casting aluminium manufacturing routes.
| Feature | Aluminium Forging | Aluminium Casting |
|---|---|---|
| Grain Structure | Aligned and continuous | Random and non-directional |
| Porosity | Virtually zero | Potential for gas pockets/shrinkage |
| Strength-to-Weight | Superior | Moderate |
| Secondary Machining | Minimal to moderate | Often extensive |
| Impact Resistance | High | Low to moderate |
| Typical Application | Structural/Safety-critical parts | Engine blocks/Complex housings |
Heat Treatment and Machining
The aluminium forging manufacturing process does not end once the press opens. To achieve the final engineering specifications, several post-forging steps must be completed.
Heat Treatment of Forged Aluminium
After the forging operation, the parts are subjected to a rigorous heat treatment cycle. This usually involves solution heat treating, quenching, and aging (T4, T6, or T7 tempers). Through this controlled heating and cooling, the alloying elements are precipitated, significantly increasing the hardness and tensile strength of the metal.
Machining and Surface Finishing
While modern forging techniques produce "near-net-shape" components, machining of forged components is often required for high-precision surfaces, such as bearing seats or threaded holes. Finally, surfaces may be anodized, painted, or powder-coated to provide corrosion resistance and aesthetic appeal.
Common Aluminium Forging Defects
Despite the robustness of the process, specific aluminium forging defects can occur if parameters are not strictly controlled.
- Laps and Folds: These occur when metal is folded over itself during the compression stage without fusing.
- Cracking: If the forging temperature is too low or the deformation rate is too high, the material may rupture.
- Underfill: This happens when the metal fails to completely fill the die cavity, often due to insufficient billet volume or improper lubrication.
By implementing automated monitoring and rigorous NDT (Non-Destructive Testing) such as ultrasonic or dye penetrant inspections, these issues are effectively mitigated in high-quality facilities.
Expert Tip
To maximize the fatigue life of an aluminium component, the grain flow should always be oriented parallel to the direction of the principal stresses. Consult with a forging engineer early in the design phase to optimize the die geometry for grain flow alignment.
Frequently Asked Questions (FAQ)
1. What are the primary benefits of aluminium forging?
The primary benefits of aluminium forging include an exceptional strength-to-weight ratio, high corrosion resistance, excellent thermal and electrical conductivity, and a dense, pore-free internal structure that ensures safety in critical applications.
2. Which aluminium alloys are most commonly used for forging?
Aluminium alloy forging typically utilizes the 6061 and 6082 alloys for general engineering, while the 7075 and 2024 alloys are preferred for high-stress aerospace applications due to their high tensile strength.
3. Is forging more expensive than casting?
While the initial tooling costs for forging dies can be higher, forging is often more cost-effective in the long run for parts requiring high strength. The reduction in material waste and the lower rejection rate due to internal defects provide significant economic advantages.
4. Can forged aluminium be welded?
Yes, many forged aluminium alloys, particularly the 6xxx series, are weldable. However, the heat from welding can affect the heat-treated properties of the forging, so post-weld heat treatment is often required.
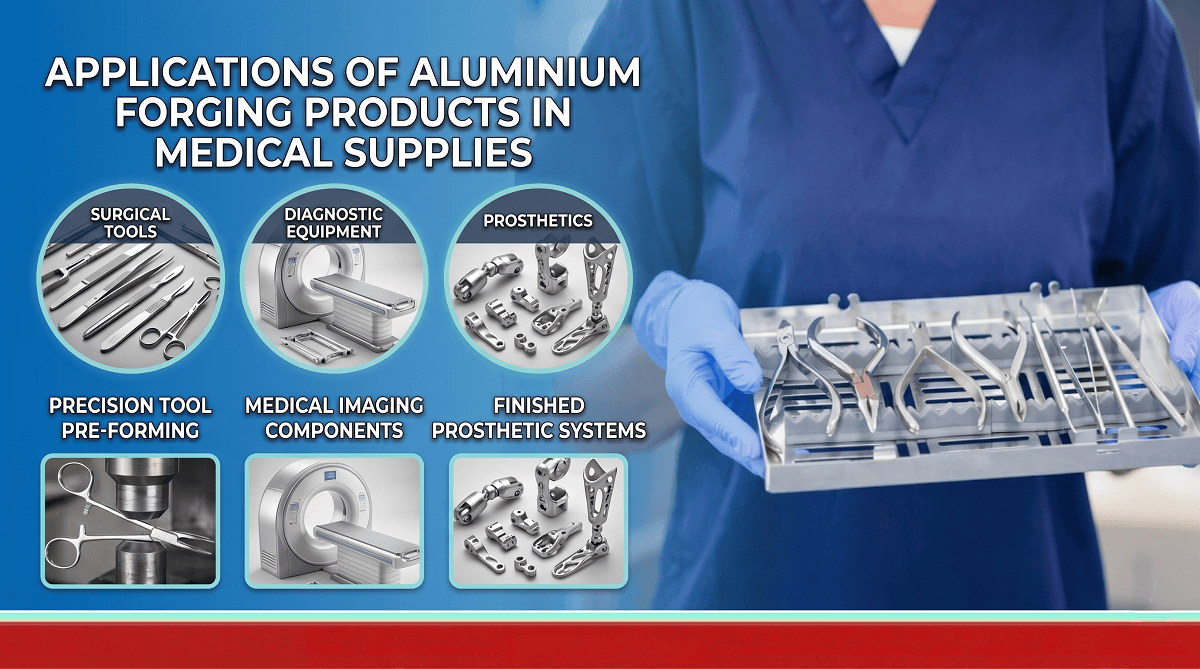
5. What industries rely most on aluminium forged components?
The aerospace industry uses them for structural bulkheads and engine parts; the automotive sector uses them for suspension arms and wheels; and the renewable energy sector utilizes them for high-stress brackets in solar and wind installations.
Optimize Your Production with Expert Aluminium Forging
The selection of the right manufacturing partner is crucial for the success of your engineering project. Whether your application requires high-strength aluminium alloy forging for aerospace or precision closed die aluminium forging for automotive systems, technical expertise is paramount.
Are you looking to enhance your component durability and reduce weight? Contact IQS Engineering today to discuss your specific requirements for aluminium forged components. Our team provides end-to-end support, from material selection and aluminium forging techniques to final heat treatment of forged aluminium, ensuring your components meet the highest global standards.