Sales Inquiry

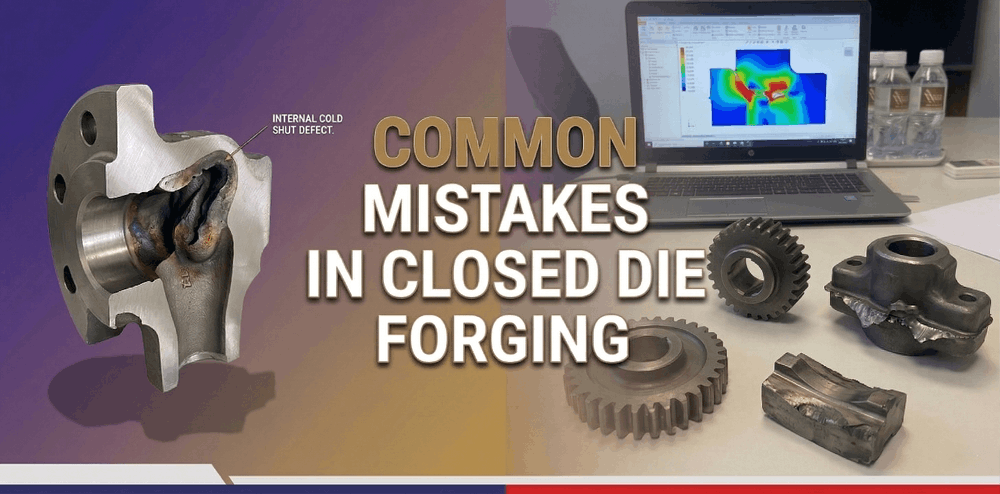
Top Closed Die Forging Mistakes and How to Prevent Them
March 12, 2026
Mistakes in closed die forging typically involve metallurgical defects or dimensional inaccuracies caused by improper thermal management, incorrect die design, or inadequate lubrication. These forging process errors often manifest as laps, cold shuts, or incomplete die filling, all of which compromise the structural integrity of the final component. By implementing rigorous quality control and precision engineering, these defects can be systematically eliminated to ensure high-performance forged parts.
In the demanding environment of high-pressure manufacturing, closed die forging (also known as impression die forging) stands as a premier method for producing high-strength components. However, even with advanced machinery, various mistakes in closed die forging can occur if technical parameters are not strictly maintained.
At IQS Engineering Solutions, we prioritize the elimination of closed die forging defects through meticulous process planning. This professional guide identifies the most frequent errors and provides actionable technical strategies to avoid them.
1. Thermal Management Errors: Overheating and Underheating
The temperature of the metal billet is the most critical variable in the forging cycle. When the thermal window is missed, the material's plasticity and grain structure are negatively impacted.
Overheating in Forging
If the billet is subjected to excessive temperatures, the grain boundaries can begin to melt or oxidize, a phenomenon known as "burning." This results in a brittle component that is prone to catastrophic failure.
Underheating and Cold Working
Conversely, when a billet is underheated, the flow stress of the metal remains too high. This leads to incomplete die filling in forging, as the metal is not ductile enough to reach the intricate corners of the die cavity. Furthermore, forging at temperatures below the recrystallization point can induce internal stresses and surface cracking.
- How to avoid it: Automated induction heating systems should be utilized to ensure uniform temperature distribution.
- Optical pyrometers must be calibrated regularly to monitor billet surface temperatures before the deformation cycle begins.
2. Geometric and Dimensional Defects: Laps and Cold Shuts
Among the most common closed die forging defects are laps and cold shuts, which are essentially surface discontinuities caused by improper material flow.
Forging Laps and Cracks
A lap is formed when two surfaces of metal fold over each other without fusing. This is frequently caused by a radius that is too sharp or an incorrect volume of starting material (the "gob").
Incomplete Die Filling
This occurs when the metal fails to completely occupy the die impressions. It is often a result of insufficient pressure, poor lubrication, or improper material flow in forging due to a poorly calculated preform shape.
- How to avoid it:
- Finite Element Analysis (FEA) software should be employed during the design phase to simulate metal flow.
- Preform (edger/blocker) stages must be carefully engineered to distribute the metal volume correctly before the final "finisher" die stage.
3. Tooling and Mechanical Errors: Die Misalignment and Design
The precision of the finished part is directly dependent on the accuracy of the tooling. Forging die design mistakes are often the root cause of long-term production failures.
Die Misalignment Issues in Forging
When the upper and lower die halves do not align perfectly, a "mismatch" or "offset" occurs. This creates a part that is dimensionally skewed and may require excessive machining to correct, or worse, lead to the part being scrapped entirely.
Flash Formation Problems
While "flash" (excess metal) is a necessary component of closed die forging to ensure internal pressure, excessive flash indicates an over-volume billet or worn-out die gutters. High flash thickness increases the load on the press and accelerates die wear.
- How to avoid it:
- Guide pins and wear plates must be inspected for signs of erosion to prevent lateral shifting.
- Die surfaces should be treated with hard-facing or nitriding to extend their operational life and maintain dimensional tolerances.
Technical Comparison: Forging Errors and Their Root Causes
| Defect Type | Primary Symptom | Root Cause | Prevention Strategy |
|---|---|---|---|
| Laps/Folds | Internal/Surface cracks | Sharp radii or improper preform | Refine die geometry and FEA simulation |
| Cold Shut | Unfused metal layers | Low temperature or poor flow | Increase billet temperature; check lubrication |
| Mismatch | Shifted part symmetry | Die misalignment issues | Align press guides; inspect guide pins |
| Incomplete Fill | Rounded corners | Insufficient pressure or volume | Increase billet size or press tonnage |
| Scale Pits | Pitted surface | Surface oxidation | Use descaling or controlled atmospheres |
4. The Role of Lubrication in Material Flow
Lubrication in closed die forging is not merely about reducing friction; it is a critical thermal barrier and a release agent. Improper lubrication leads to:
- Sticking: The part adheres to the die, causing deformation during ejection.
- Rapid Die Wear: Increased friction leads to localized heat buildup and die erosion.
- Gas Pockets: Excessive or improper lubricant can trap gas, leading to surface depressions.
Fact: Scientific data shows that water-based graphite lubricants provide the most stable thermal barrier for hot forging of steel and aluminium, significantly reducing the frequency of forging laps and cracks.
5. Forging Quality Control Measures
- Magnetic Particle Inspection (MPI): Used to detect surface and near-surface cracks that are invisible to the naked eye.
- Ultrasonic Testing: Essential for identifying internal voids or non-metallic inclusions.
- Coordinate Measuring Machines (CMM): Used to verify that die misalignment issues have not compromised the dimensional accuracy of the batch.
Expert Tip: The 5% Volume Rule
One of the most effective ways to avoid incomplete die filling in forging is the "5% Volume Buffer." By ensuring the starting billet volume is 5% greater than the final part volume, a consistent flash line is maintained, which creates the necessary internal hydraulic pressure to force the metal into the furthest reaches of the die cavity.
Frequently Asked Questions (FAQ)
1. What causes cracks in forged parts after cooling?
Post-forging cracks are often caused by "cooling stress" or "quench cracking." If a high-carbon alloy is cooled too rapidly, internal stresses exceed the material's strength. Controlled cooling or immediate annealing is the standard preventive measure.
2. How can die misalignment be detected early?
Die misalignment can be detected by measuring the flash thickness on opposite sides of the part. An uneven flash distribution is the primary indicator that the die halves are not centered.
3. Why are laps considered so dangerous?
Laps are structural defects that act as stress concentrators. Under operational loads, a lap can propagate into a deep crack, leading to sudden and catastrophic failure of the component.
4. Can overheating be reversed by cooling the billet?
No. Once "burning" occurs (oxidation of grain boundaries), the metallurgical damage is permanent. The material cannot be restored and must be scrapped to maintain safety standards.
5. What is the difference between flash and a cold shut?
Flash is the intentional excess metal squeezed out into a gutter to ensure die fill. A cold shut is an unintentional defect where two streams of metal meet but do not fuse due to low temperature or contamination.
Achieve Forging Excellence with IQS Engineering Solutions
Navigating the complexities of the forging process requires an experienced partner who understands how to mitigate mistakes in closed die forging. At IQS Engineering Solutions, we combine state-of-the-art die design with rigorous forging quality control measures to deliver components that exceed industry benchmarks for strength and precision.
Are you facing challenges with forging defects in your current production? Contact IQS Engineering Solutions today for a technical audit of your part design and a quote for our precision forging services.