Sales Inquiry

Non-Ferrous Metal Forging & Its Types

October 29, 2022
Forging by temperature:
Metals are formed and shaped using compressive forces during the forging process. Through rolling, pushing, or pounding, the forces are exerted.
Several forging techniques, including cold forging, warm forging, and hot forging, are categorized according to the temperature of the metal being worked with.
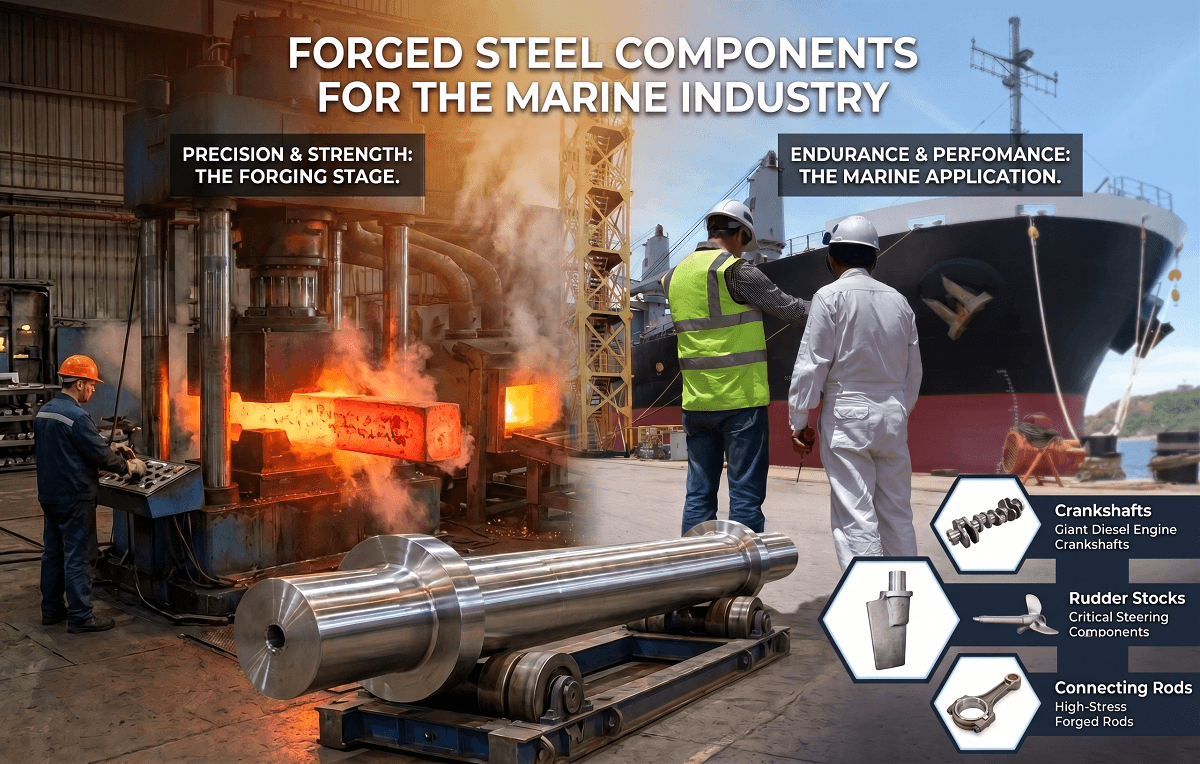
Forging is one of the more significant metalworking processes used in the creation of metals. For the iron and steel sectors, in particular, it is seen as a significant source of productivity.
Hot Forging
In hot forging, the work-piece is normally heated to a predetermined temperature before the dies/tooling are, typically, preheated to a specific temperature. The raw material being used, the component being manufactured, and any particular application requirements all influence the temperature employed in hot forging.
In hot forging, the constant pressure of the dies squeezing hot metal results in a more refined grain structure and, as a result, stronger, more ductile components. Heat makes the metal more ductile.
Warm Forging:
Warm forging involves heating a work-piece to a temperature that is just above work hardening but below scaling.
A variety of forged products can be produced with warm forging without the added expense and strict tolerances of cold forging or the higher strength yield of hot forging. Shafts and gears are two examples of components that are frequently forge-formed from warm metal.
Cold Forging:
The cold forging procedure is carried out at lower temperatures, as the name implies.
Depending on the type of component being produced, cold forging also uses additional techniques like bending, coining, rolling, and extrusion. Continuous lubrication is needed throughout this operation to prevent frictional heat since the metal used in the process is often annealed or softened during the forging process.
Hot forging is still favored for intricate, special forgings even though cold forging is incredibly precise and frequently needs little to no finishing work. Furthermore, residual stresses are more likely to be present in cold-forged components, which can later cause cracking, warping, and other problems.
Forging by tooling:
The most typical method of forging is this one. The work-piece, which is typically a piece of metal, is hammered, stamped, or otherwise compressed with the tool, which is typically made of steel or another metal. The metal is heated to a very high temperature and then vigorously pounded. The interior structure of the metal is altered throughout this process, making it stronger than it was before forging.
There are numerous applications for the forging process. For instance, it can be used to make something that needs to be extremely strong or durable, such as an engine part that must withstand high pressure and temperatures or a tool for cutting through solid steel.
Impression Die Forging:
In the process of impression die forging, metal is pressed/squeezed between two unique dies that each feature pre-cut profiles or cavities (or impressions) of the finished part shape.
The billet or preform is then squeezed while undergoing plastic deformation using a variety of tools, such as a mechanical press or a drop hammer. The work-piece is pressed into the cavity with each impression as flash (extra metal) pours into the die. Pressure increases in the imprint as the flash cools, ensuring a more homogeneous component. The flash is then eliminated either by hand or with trimming dies.
The main use of impression die forging is the production of intricate symmetrical and asymmetrical forged components. Comparing this process to open die forging, tighter tolerances can be achieved.
Open Die Forging:
In open die forging, the movement of the work-piece (ingot, bar, billet, or preform) between an upper and lower flat-faced die primarily contributes to the shaping of the finished item.
In addition to hammers (or presses) and flat-faced dies, saddles, blocks, rings, mandrels, and punches can all be utilized in open die forging.
Open die forging produces parts that are typically simple in shape (long and rectangular, flat and round, etc.) and can be further processed.
All sizes of components can be produced using open die forging, although when it comes to intricacy, impression die forging is typically favored to open die forging.
Equipment used in Forging:
1. Hammer
2. Anvil
3. Dies (dies are the tools that help you shape your metal)
4. Power hammer: a huge hammer that uses electricity to forge the metal faster than other hammers can. The power is supplied by an electrician at a nearby power station, but
you'll need to provide your electricity if you want one of these in your home!
In a power hammer, the electrician uses a switch to turn on an engine that spins two flywheels. The flywheels are connected by gears to the hammer's handles. When you pull down on one of those handles, it turns the wheels and makes them spin faster—and so does your hammer!
Non- Ferrous Metal forging:
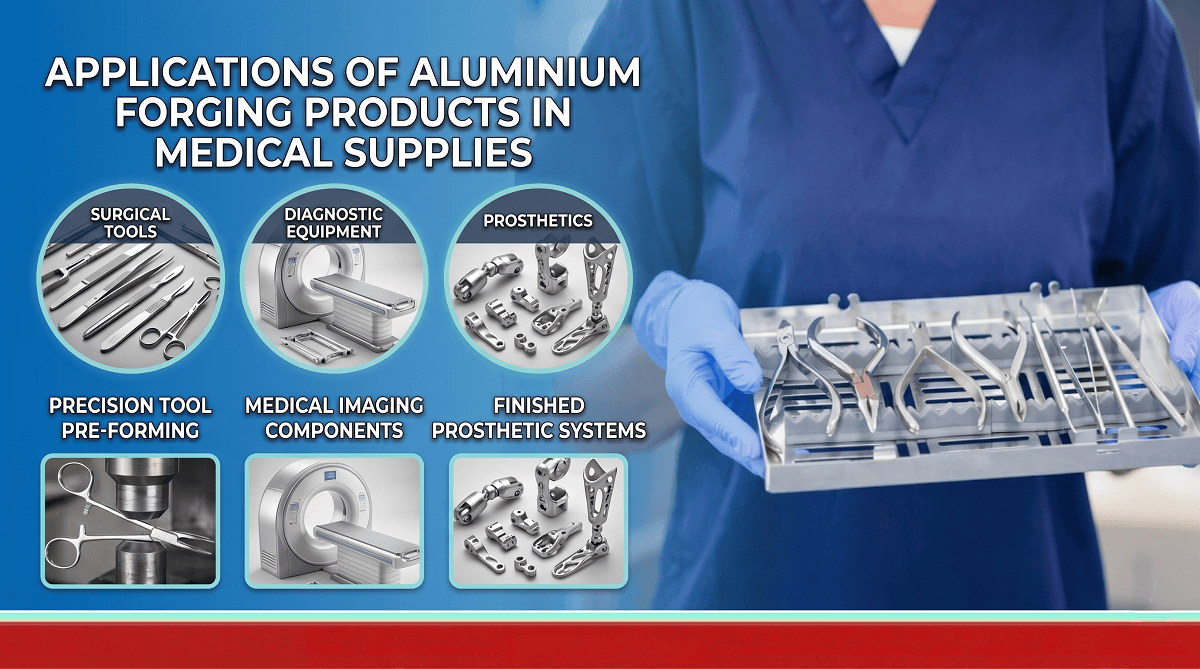
Non-ferrous metals are used in non-ferrous metal forging to create parts. It is often referred to as forming non-ferrous metal. Non-ferrous metals include, among others, copper, aluminum, and its alloys.
Non-Ferrous Metal Forging: In this procedure, a piece of material is heated under high pressure in an electric furnace (kiln). So that it may be moulded into shape at a lower temperature than would normally be required for casting or welding procedures, this causes it to melt at relatively low temperatures.
This method has the benefit of allowing the metal to be shaped into intricate shapes without losing strength. Non-ferrous metals have the drawback of being harder to deal with than steel, which prevents them from becoming as popular.
IQS Engineering and Forging:
We at IQS provide the benefit of forging technology achieved through precision shapes that require only minimal finishing. We have the necessary expertise in producing customized hot & cold forging parts.
Our Forging plants are capable of producing superior-quality metal parts in a virtually limitless array of sizes, shapes, materials, and finishes. During this hot forging process, the cast, coarse grain structure is broken up and replaced by more refined grains.